





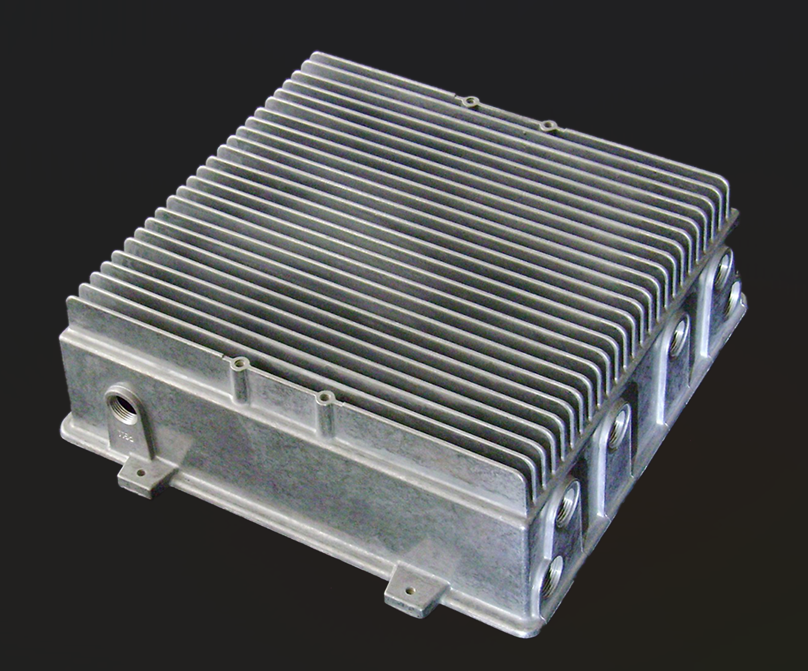
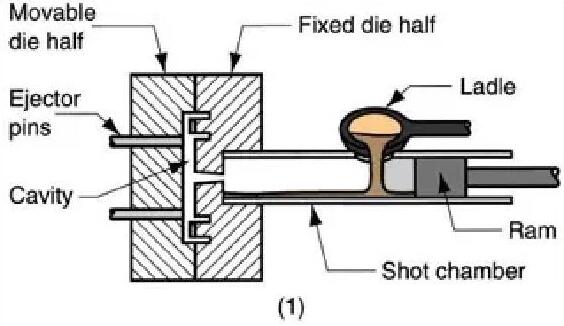
ฮีทซิงค์หล่อขึ้นรูปของ KINGRUN ใช้กระบวนการหล่อขึ้นรูปด้วยแม่พิมพ์แบบห้องเย็น ซึ่งอาศัยโลหะหลอมเหลวในการป้อนแม่พิมพ์ โดยใช้ลูกสูบที่ขับเคลื่อนด้วยระบบลมหรือไฮดรอลิกเพื่อดันโลหะหลอมเหลวเข้าไปในแม่พิมพ์ฮีทซิงค์หล่อขึ้นรูป KINGRUNผลิตโดยใช้วัสดุโลหะผสมอะลูมิเนียมเป็นหลัก ได้แก่ A356, A380 และ ADC14
ในกระบวนการผลิตฮีทซิงค์แบบหล่อขึ้นรูป จำเป็นต้องใช้แม่พิมพ์สองส่วน ส่วนหนึ่งเรียกว่า "แม่พิมพ์ปิด" และอีกส่วนหนึ่งเรียกว่า "แม่พิมพ์ดันชิ้นงาน" จะมีการสร้างเส้นแบ่งบนชิ้นส่วนที่แม่พิมพ์ทั้งสองส่วนมาบรรจบกัน แม่พิมพ์ถูกออกแบบมาเพื่อให้ชิ้นงานหล่อขึ้นรูปเลื่อนออกจากแม่พิมพ์ปิดและคงอยู่ในแม่พิมพ์ดันชิ้นงานเมื่อเปิดแม่พิมพ์ แม่พิมพ์ดันชิ้นงานจะมีหมุดดันชิ้นงานเพื่อดันชิ้นงานหล่อขึ้นรูปออกจากแม่พิมพ์ดันชิ้นงาน เพื่อป้องกันความเสียหายต่อชิ้นงานหล่อขึ้นรูป แผ่นหมุดดันชิ้นงานจะขับหมุดทั้งหมดออกจากแม่พิมพ์ดันชิ้นงานพร้อมกันและด้วยแรงที่เท่ากันอย่างแม่นยำ แผ่นหมุดดันชิ้นงานจะดึงหมุดกลับหลังจากดันชิ้นงานหล่อขึ้นรูปแล้วเพื่อเตรียมพร้อมสำหรับการหล่อครั้งต่อไป
ขอบเขตการใช้งานของฮีทซิงค์
ฮีทซิงค์แบบหล่อขึ้นรูปด้วยแรงดันสูงเป็นทางเลือกที่คุ้มค่าสำหรับงานผลิตจำนวนมากที่ต้องการความเบาเป็นพิเศษ และต้องการคุณภาพพื้นผิวที่สวยงาม หรือรูปทรงเรขาคณิตที่ซับซ้อน ซึ่งไม่สามารถทำได้ด้วยวิธีการผลิตฮีทซิงค์แบบอื่น ฮีทซิงค์แบบหล่อขึ้นรูปผลิตได้ในรูปทรงใกล้เคียงกับรูปทรงสุดท้าย ไม่จำเป็นต้องประกอบหรือกลึงเพิ่มเติม และมีความซับซ้อนได้หลากหลาย ฮีทซิงค์แบบหล่อขึ้นรูปจึงเป็นที่นิยมใน...ยานยนต์และโทรคมนาคม 5Gตลาดต่าง ๆ ได้รับผลกระทบเนื่องจากข้อกำหนดด้านรูปทรงและน้ำหนักที่เป็นเอกลักษณ์ รวมถึงความต้องการการผลิตในปริมาณมาก
กระบวนการหล่อฮีทซิงค์แบบหล่อโลหะ
ขั้นตอนทั่วไปในกระบวนการหล่อขึ้นรูปโลหะของ KINGRUN มีดังต่อไปนี้:
• สร้างแม่พิมพ์/แบบหล่อ
• หล่อลื่นแม่พิมพ์
• เทโลหะหลอมเหลวลงในแม่พิมพ์
• การดีดออกจากแม่พิมพ์ครึ่งซีก
• เขย่าออกจากแม่พิมพ์ตัวดันออกครึ่งหนึ่ง
• ตัดแต่งและบดส่วนเกินออก
• เคลือบผงสี ทาสี หรือทำอะโนไดซ์แผ่นระบายความร้อนแบบหล่อขึ้นรูป
วันที่โพสต์: 15 มิถุนายน 2566




