








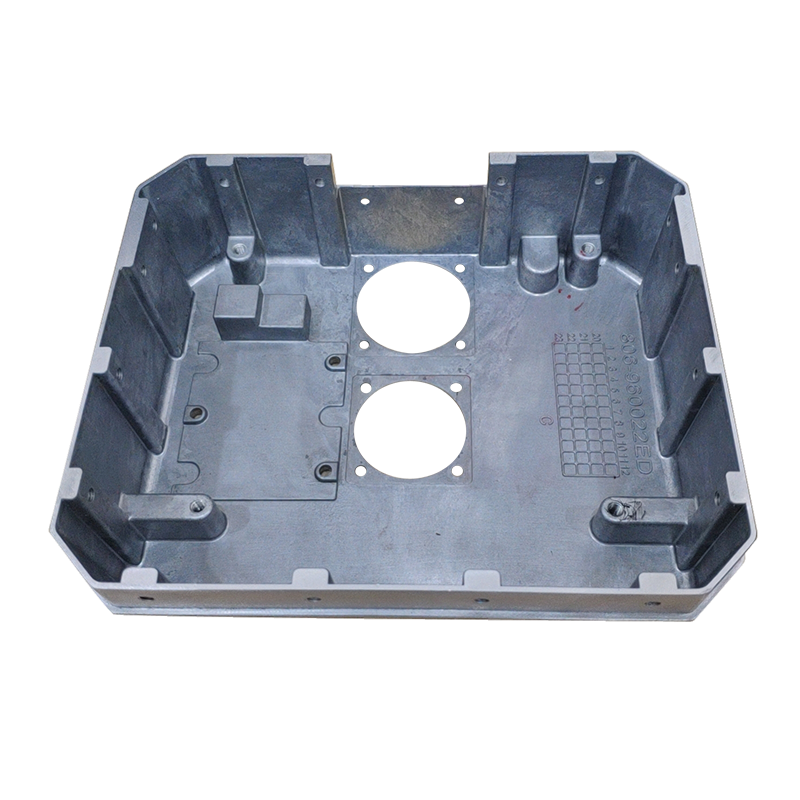
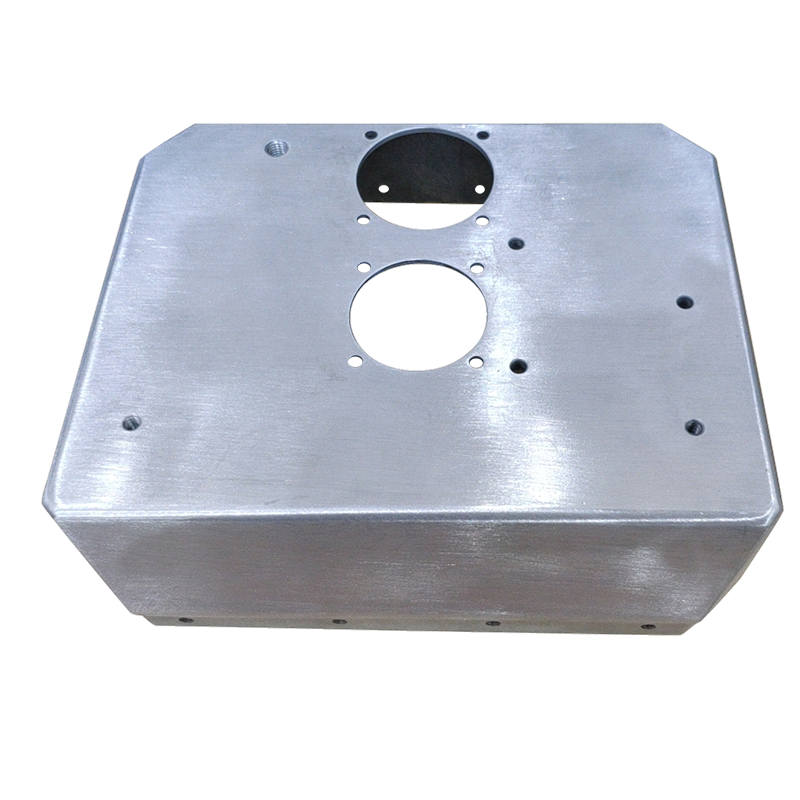
ฝาครอบด้านหลังของกล่องไฟฟ้าทำจากอลูมิเนียมหล่อ
ข้อกำหนด
Kingrun Technology คือแหล่งรวมบริการด้านการหล่อโลหะครบวงจร บริการของเราประกอบด้วย:
การออกแบบและการผลิตแม่พิมพ์
การหล่อขึ้นรูปอลูมิเนียม น้ำหนักตั้งแต่ 0.5 กก. ถึง 8 กก. ขนาดสูงสุด 1000*800*500 มม.
การตกแต่งชิ้นงานหล่อด้วยเครื่องจักร CNC ที่ทันสมัย
การตกแต่งพื้นผิว ได้แก่ การลบคม การขัดเงา การเคลือบผิว การเคลือบสีฝุ่น เป็นต้น
การประกอบและบรรจุภัณฑ์: กล่องกระดาษ พาเลท กล่องไม้ ฯลฯ สามารถปรับแต่งได้ตามความต้องการของลูกค้า
โครงการของ Kingrun ครอบคลุมหลากหลายด้าน รวมถึง:
ผลิตภัณฑ์โทรคมนาคม 5G
อุปกรณ์อิเล็กทรอนิกส์สำหรับผู้บริโภค
ชิ้นส่วนยานยนต์
แสงสว่าง

เครื่องมือออกแบบและจำลอง
● โปรแกรม PRO-E, Solid Works, UG หรือโปรแกรมแปลภาษาตามความจำเป็น
● บริการให้คำปรึกษาด้านการออกแบบงานหล่อโลหะ
● Flow3D, Castflow สำหรับการจำลองการไหลและความร้อน
● การสร้างต้นแบบโดยใช้แม่พิมพ์อ่อนหรือกระบวนการหล่อแบบอื่น
● การวิเคราะห์และการออกแบบประตูระบายน้ำเพื่อการไหลและคุณสมบัติที่เหมาะสมที่สุด
● กระบวนการตรวจสอบภายในสำหรับการตัดสินใจด้านการออกแบบและการวางแผน
● การเลือกโลหะผสมให้ตรงตามข้อกำหนดของคุณสมบัติ
● การออกแบบที่สอดคล้องกับข้อกำหนดด้านคุณสมบัติของชิ้นส่วน
การตรวจสอบผลิตภัณฑ์สำเร็จรูป
ตรวจสอบขนาดด้วยเวอร์เนียร์คาลิเปอร์ เกจวัดความสูง และเครื่องวัดพิกัดสามมิติ (CMM)
ผ่านการทดสอบทางความร้อน 100% ด้วยสายทดสอบความร้อนอัตโนมัติ เพื่อให้มั่นใจในประสิทธิภาพ
การตรวจสอบด้วยสายตาจะดำเนินการเพื่อยืนยันว่าไม่มีตำหนิทางด้านความสวยงาม
FAI, RoHS และ SGS พร้อมให้บริการลูกค้าเสมอ
คำถามที่พบบ่อยเกี่ยวกับกระบวนการหล่อขึ้นรูปด้วยแรงดัน
การหล่อขึ้นรูปด้วยแรงดันในห้องเย็นคืออะไร?
ห้องเย็นหมายถึงอุณหภูมิสัมพัทธ์ของกลไกการฉีดขึ้นรูป ในกระบวนการห้องเย็น โลหะจะถูกหลอมในเตาหลอมภายนอกและลำเลียงไปยังกลไกการฉีดขึ้นรูปเมื่อเครื่องจักรพร้อมที่จะทำการหล่อ เนื่องจากต้องมีการลำเลียงโลหะไปยังกลไกการฉีดขึ้นรูป อัตราการผลิตจึงมักต่ำกว่ากระบวนการห้องร้อน อะลูมิเนียม ทองแดง แมกนีเซียมบางชนิด และโลหะผสมสังกะสีที่มีอะลูมิเนียมสูง ผลิตโดยใช้กระบวนการหล่อขึ้นรูปด้วยแม่พิมพ์ห้องเย็น
หลักการออกแบบที่ดีสำหรับชิ้นส่วนหล่อขึ้นรูปมีอะไรบ้าง?
• ความหนาของผนัง – ชิ้นงานหล่อขึ้นรูปจะได้ประโยชน์จากความหนาของผนังที่สม่ำเสมอ
• ระยะดึง – ต้องมีระยะดึงที่เพียงพอเพื่อให้สามารถดึงชิ้นงานหล่อออกจากแม่พิมพ์ได้
• การลบมุม – ขอบและมุมทั้งหมดควรมีการลบมุม/รัศมี
หมวดหมู่สินค้า
-
ฐานหล่อขึ้นรูปอลูมิเนียมแรงดันสูงสำหรับรถยนต์...
-

ฐานและฝาครอบของตัวเรือน ODU ทำจากอลูมิเนียมหล่อขึ้นรูป
-

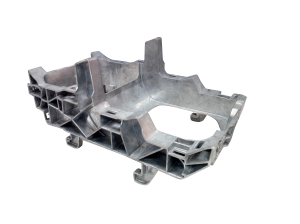
ฐานรองที่วางแขนหล่อจากอลูมิเนียมด้วยแรงดันสูง...
-
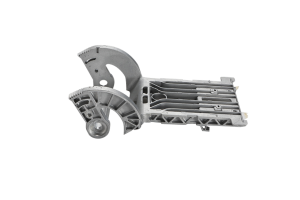
ฐานวางแขนรถยนต์ทำจากอลูมิเนียมหล่อขึ้นรูป พร้อมตัวกันลื่น...
-

ฐานและฝาครอบอลูมิเนียม FEM สำหรับไมโครเวฟไร้สาย
-

ฐานและฝาครอบหล่อจากอลูมิเนียมสำหรับอุปกรณ์ 5G กลางแจ้ง...




